

Ăn mòn kim loại là hiện tượng tự ăn mòn và phá huỷ bề mặt dần dần của các vật liệu kim loại do tác dụng hoá học hoặc tác dụng điện hoá giữa kim loại với môi trường bên ngoài.
1. Cấu tạo của kim loại và ảnh hưởng của nó đến quá trình ăn mòn:
Cấu tạo của kim loại có ảnh hưởng rất lớn đến quá trình ăn mòn kim loại. Ở điều kiện bình thường kim loại và hợp kim đều ở trạng thái rắn, có ánh kim, dẫn nhiệt, dẫn điện, tính công nghệ tốt,... Kim loại có cấu tạo mạng tinh thể, các nguyên tủ được sắp xếp theo một thứ tự nhất định. Giữa chúng có khoảng cách. Các ion nguyên tử trong kim loại không chuyển động hỗn loạn mà nó chỉ dao động xung quanh một vị trí cân bằng. Mối liên kết trong kim loại về bản chất thì giống mối liên kết cộng hoá trị. Nhưng có điểm khác là các điện tử hoá trị trong kim loại không chỉ dùng riêng cho 1 cặp liên kết đứng gần nhau mμ dùng chung cho toàn bộ khối kim loại. Các điện tử hoá trị sau khi tách khỏi nguyên tử kim loại thì chuyển động hỗn loạn, nó đi từ quỹ đạo của nguyên tử này sang quỹ đạo của nguyên tử khác tạo thμnh lớp mây điện tử. Mối liên kết đặc biệt đó gọi là liên kết kim loại. Tuy nhiên trong kim loại còn tồn tại dạng liên kết cộng hoá trị. Hai dạngnày có khả năng chuyển hoá cho nhau.
2. Sự ăn mòn kim loại
Ăn mòn kim loại là hiện tượng tự ăn mòn và phá huỷ bề mặt dần dần của các vật liệu kim loại do tác dụng hoá học hoặc tác dụng điện hoá giữa kim loại với môi trường bên ngoài.
Khái niệm gỉ kim loại chỉ dùng cho sự ăn mòn sắt hay hợp kim trên cơ sở sắt với sự tạo thμnh sản phẩm ăn mòn chủ yếu gồm hydroxýt bị hydrat hoá. Khả năng phát sinh ăn mòn phụ thuộc nhiều yếu tố của vật liệu kim loại, tính chất môi trường, nhiệt độ, thời gian, áp lực.
3. Phân loại ăn mòn
a - Dựa theo quá trình ăn mòn ăn mòn được chia ra :
1. ăn mòn hoá học
2. ăn mòn điện hoá.
b- Dựa theo môi trường Tuỳ theo môi trường người ta chia ra :
1. Ăn mòn trong khí : ôxy, khí sunfuarơ, khí H2S,...
2. Ăn mòn trong không khí : Ăn mòn trong không khí ướt, ăn mòn trong không khí ẩm, ăn mòn trong không khí khô.
3. Ăn mòn trong đất.
4. Ăn mòn trong chất lỏng (kiềm, axit, muối,...
Như vậy : Dạng ăn mòn xâm thực là do sự chuyển động tiếp xúc giữa các bề mặt vật rắn vμ dòng chuyển động của các chất lỏng, chất khí. (ăn mòn hoá học); Dạng ăn mòn do tiếp xúc với các môi chất như a xit, bazơ và có tác nhân điện gọi là ăn mòn điện hoá . Kim loại đen: như thép, gang bị ăn mòn mạnh nhất. Thang ăn mòn được xếp theo bảng sau :

3. Phân loại mức độ chịu ăn mòn của vật liệu
Đa số kim loại đều bị ăn mòn (bị rỉ) khi tiếp xúc với môi trường , một số rất ít bị rỉ hạn chế hoặc lớp rỉ có khả năng tự bảo vệ lấy nó. Khả năng phát sinh ăn mòn phụ thuộc nhiều yếu tố: loại kim loại, tính chất môi trường, nhiệt độ, thời gian, áp lực.
Ví dụ:
• Mg: bị gỉ nhanh trong không khí, nhưng không rỉ trong môi trường nước biển
• Al: có khả năng chống gỉ ở môi tr−ờng không khí, nh−ng dễ bị phá huỷ ở môi trường kiềm.
• Cr: chống gỉ đối với axít vô cơ nhưng dễ gỉ trong axit hữu cơ ( axit axetíc,
H2S...)
• Thép Cr - Ni: Có khả năng chịu được môi trường axit chua.
• Zn ( kẽm): Chống gỉ tốt môi trường nước lạnh, nhưng ở nhiệt độ lớn hơn 60 độ (T0>600 ) thì dễ bị gỉ.
Cấu trúc của gỉ cũng khác nhau: gỉ vùng, gỉ bề mặt, gỉ ngầm, gỉ tự bong, gỉ vững bền...

Các dạng ăn mòn bề mặt
a/ ăn mòn đều, b/ ăn mòn không đều,
c/ ăn mòn lựa chọn, d/ ăn mòn giữa các tinh thể.
4. Ăn mòn hoá học
Do môi trường mà kim loại tiếp xúc, có nhiều yếu tố ( nước ẩm, 02, N2, sulfít...) gây ra các phản ứng hoá học hay liên kết hoá học.
ăn mòn hoá học
Là sự ăn mòn kim loại do tác dụng đơn thuần của phản ứng hoá học giữa vật liệu kim loại với môi trường xung quanh có chứa chất xâm thực (O2, S2, Cl2,...) Hay nói cách khác lμ quá trình ăn mòn hoá học xảy ra trong môi trường khí và trong các môi trường các chất không điện ly dạng lỏng (chủ yếu là ăn mòn các thiết bị, ống dẫn các nhiên liệu lỏng lẫn các hợp chất sunfua,...
Các chất không điện ly : Brôm lỏng, lưu huỳnh nóng chảy, dung môi hữu cơ như benzen, nhiên liệu lỏng : dầu hoả, xăng, dầu khoáng...
Ví dụ :
• Brôm lỏng tác dụng với nhiều kim loại ở nhiệt độ thường. Đặc biệt
nó phá huỷ rất mạnh đối với thép các bon, Ti. Với Ni, thì yếu với
nhôm thì phá huỷ chậm.
• Lưu huỳnh nóng chảy : phá huỷ mạnh với Cu, Sn, Pb ; thép các bon
và Ti phá huỷ chậm.
• Ăn mòn do không khí chủ yếu lμ do quá trình ôxy hoá kim loại ở nhiệt độ cao.
Ví dụ:
Hiện tượng ôxy hoá của thép vμ gang
O2 + Fe ⇒ FeO + O2 => Fe3O4 + O2 => Fe2O3
Hiện tượng mất các bon của thép và gang :
Fe3C + 1/2 O2 = 3Fe + CO
Fe3C + CO2 = 3 Fe + 2 CO
Fe3C + H2O = 3 Fe + CO + H2
Quá trình mất các bon sẽ làm giảm độ cứng, độ chịu mài mòn và giảm giới hạn đàn hồi.
Nhôm (Al) là nguyên tố hợp kim tốt nhất dùng để tăng độ bền của gang và thép nhằm chống lại sự mất các bon. Sau đó là Cr, W, Mn có khả năng yếu hơn. Al và Cr có lớp ôxyd chặt, có khả năng ngăn cản quá trình xâm nhập của môi trường khí, còn các nguyên tố W, Mn chỉ có tác dụng ngăn cản quá trình khuyếch tán của các bon ra ngoài bề mặt.
Hiện tượng mất các bon do hydro gọi là hiện tượng dòn hydro :
Fe3C + 2 H2 = 3Fe + CH4
Phản ứng này làm giảm lượng các bon và tạo ra khí CH4 làm phá huỷ mối liên kết trong kim loại.
Fe + H2 = Fe + H2O
Hơi nước trong phản ứng nμy thoát ra cũng lμm phá huỷ liên kết trong kim loại.
Sự ăn mòn của khí hydro đối với đồng thường xảy ra ở nhiệt độ trên
400 oC (>400oC):
Cu + O2 => Cu2O
Trong môi trường hydro thì đồng ôxyt bị khử :
Cu2O + H2 = 2 Cu + H2O
Hơi nước thoát ra qua đường biên giới hạt lμm phá huỷ mối liên kết trong kim loại, làm giảm độ bền và gây nên những vết nứt nhỏ.
Sự ăn mòn của khí sunfuarơ (SO2) đối với đồng :
6Cu + SO2 = 2 Cu2O + Cu2S
ở nhiệt độ cao : 3 Ni + SO2 = NiS + 2 NiO
NiS tạo thành hợp chất Ni - Ni2S2 có nhiệt độ nóng chảy thấp ( khoảng 625 oC) các hợp chất nμy nằm ở vùng tinh giới hạt làm phá vở mối liên kết và làm giảm độ bền nhiệt.

Các nhóm kim loại khác nhau thì khả năng bị ăn mòn hoá học cũng khác nhau.
(1) Tốc độ ăn mòn hoá học không đổi; chiều dầy lớp gỉ tăng tuyến tính theo thời gian.
(2) Quá trình ăn mòn xảy ra chậm hơn.
(3) (4) Quá trình ôxy hoá xảy ra rất nhanh nhưng tạo nên lớp ôxyt rất bền vững; tốc độ ôxy hoá hầu như không tăng theo thời gian
5. Ăn mòn điện hoá:
Là quá trình xảy ra khi kim loại tiếp xúc với môi trường điện phân tức là môi trường dẫn điện (chú ý người ta gọi : dung dịch chất điện ly còn gọi là chất điện giải).Ăn mòn điện hoá là sự ăn mòn do phản ứng điện hoá xảy ra ở 2 vùng khác nhau trên bề mặt kim loại. Quá trình ăn mòn điện hoá có phát sinh dòng điện tử chuyển động trong kim loại và dòng các ion chuyển động trong dung dịch điện ly theo một hướng nhất định từ vùng điện cực này đến vùng điện cực khác của kim loại). Tốc độ ăn mòn điện hoá xảy ra khá mãnh liệt so với ăn mòn hoá học.
Chất điện ly mạnh : HCl, HNO3, H2SO4 loảng, các ba zơ: NaOH,... (trừ NH4OH), các muối NaCl,
Chất điện ly yếu : H2SO4 đặc, axit hữu cơ, các muôi bazơ, nước nguyên chất H2O.
Ăn mòn điện hoá là dạng ăn mòn xảy ra khi kim loại tiếp xúc với môi trường điện phân (ăn mòn tiếp xúc). Đây là dạng ăn mòn khá phổ biến. Bản chất gây ăn mòn điện hoá là do các vipin xuất hiện trên bề mặt tiếp xúc, cường độ và tốc độ ăn mòn điện hoá xảy ra mảnh liệt hơn nhiều so với ăn mòn hoá học. Để hiểu rỏ bản chất ăn mòn điện hoá ta cần tìm hiểu hiện tượng hidrathoá.
Hiện tượng hydrat hoá :
Ta biết rằng trong phân tử nước nguyên chất chỉ có một lượng rất nhỏ các phân tử nước phân ly thμnh H+ và OH -. Trong phân tử nước không phân ly, các nguyên tử hydro liên kết với ôxy không theo đ−ờng thẳng mμ tạo thành một góc 105 o.
Do có liên kết như vậy nên các phân tử nước không điện ly có một trung tâm điện tích âm và một trung tâm tích điện dương và người ta gọi phân tử nước là phân tử lưỡng cực.
Các ion của chất điện ly trong dung dịch nước đều bị lực hút tĩnh điện của các phân tử nước lưỡng cực sắp xếp có hướng trong không gian gọi là sự hidrat hoá.
Quá trình ăn mòn điện hoá lμ do khả năng của ion kim loại tách khỏi bề mặt của nó và chuyển vào dung dịch. Sự di chuyển đó đòi hỏi phải có một năng lượng để kéo ion kim loại ra khỏi mạng lưới của nó ở bề mặt tiết xúc và chuyển vào dung dịch điện ly. Đối với các kim loại khác nhau thì khả năng nμy cũng khác
nhau.
Ăn mòn điện hoá bao gồm 3 quá trình cơ bản : Quá trình anốt, quá trình
catốt và quá trình dẫn điện.
1. Quá trình anôt (xảy ra trên dương cực) là quá trình oxy hoá. Ion kim loại chuyển vào dung dịch và giải phóng điện tử.
2. Quá trình catốt (quá trình xảy ra trên cực âm) lμ quá trình khử điện hoá. Các chất ôxy hoá nhận điện tử do kim loại bị ăn mòn.
3. Quá trình dẫn điện : các điện tử kim loại bị ăn mòn giải phóng sẽ di chuyển từ anốt tới ca tốt, còn các ion dịch chuyển trong dung dịch.
Như vậy trong quá trình ăn mòn điện hoá, kim loại hoạt động như 1 pin ta gọi là pin ăn mòn cục bộ (hay vi pin).
Khi ta nhúng thanh kim loại vào một dung dịch điện ly, trên bề mặt sẽ tạo nên lớp điện tích kép vμ đó là nguyên nhân tạo nên bước nhảy điện thế giữa bề mặt kim loại vμ dung dịch điện ly.
Ví dụ: Nhúng mẫu Zn vμo dung dịch loãng H2SO4:
Zn + H2SO4 → ZnSO4 + H2 ↑
ở đây kẽm bị hoà tan trong dung dịch H2SO4 loảng và hidro (H2) thoát ra . Tốc độ ăn mòn của Zn trong H2SO4 loang tăng vọt lên (không theo quy luật ăn mòn hoá học như đã xét ở trên hình trên)
Khi tiếp xúc với dung dịch, các ion kim loại bị hidrat hoá, các ion kim loại (kation) sẽ chuyển vμo dung dịch vμ trên bề mặt bị dư điện tử sẽ tích điện âm. Trên bề mặt giới hạn 2 pha sẽ xuất hiện lớp điện tích kép. Sơ đồ sự hình thành lớp điện tích kép của kim loại như hình :

Từ bề mặt kim loại sang dung dịch sẽ có bước nhảy điện thế tại bề mặt tiết xúc. Độ chênh lệch điện thế giữa bề mặt kim loại với dung dịch gọi là điện thế điện cực của kim loại. Hiện nay chưa có phương pháp tính toán và xác định trị số tuyệt đối nên người ta chỉ xác định trị số tương đối của nó bằng cách chọn điện cực chuẩn hidro và quy ước điện thế điện cực chuẩn của hidro bằng không.
Quá trình nguyên tử bị mất điện tử vμ bị hydrat hoá gọi là quá trình ôxy
hoá. Ký hiệu là I1; I2 là quá trình mà các cation từ dung dịch đến bề mặt kim loại gọi là quá trình hoμn nguyên hay khử kim loại.
Khi ta nhúng thanh kẽm Zn vμo dung dịch muối của nó (ví dụ ZnCl2) thì quá trình oxy hoá vμ khử xảy ra chỉ do các kation (ion dương) của kim loại điện cực. Nghĩa là dòng điện trao đổi chỉ bao gồm các điện tích của ion kẽm. Khi cân bằng ta có dòng điện trao đổi I1 = I2 và ta có phương trình thuận nghịch như sau:

Phương trình trên có ý nghĩa khi nhiệt độ là 20 oC. Xét phương trình trên ta thấy khi C = 1 thì E = Eo (Eo - điện thế điện cực chuẩn)
• Điện thế điện cực kim loại phụ thuộc: kim loại, nồng độ dung dịch điện ly, nhiệt độ, áp lực,...
• Đặc tính dung dịch, nồng độ ion...
Trong thực tế ta không thể đo trực tiếp giá trị tuyệt đối của điện thế điện cực cân bằng (thuận nghịch) giữa kim loại và dung dịch.
Để tiện so sánh, người ta đo điện thế điện cực ở điều kiện chuẩn:
T0 = 250C, nồng độ ion kim loại trong dung dịch: 1g ion/l và gọi là điện thế chuẩn. ở điều kiện này với hyđro có điện thế quy ước E0 = 0 vôn.
Bảng điện thế tiêu chuẩn của kim loại ở 25 oC
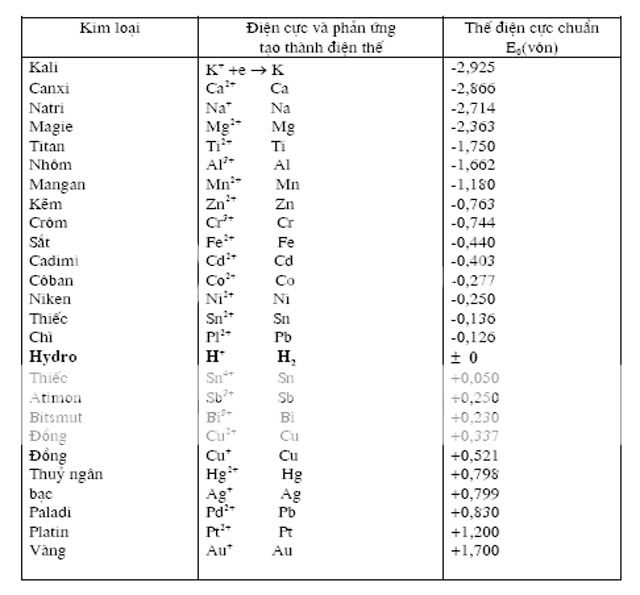
Như vậy, những kim loại nào có thể đẩy H+ ra khỏi dung dịch của nó vμ hoà tan thì kim loại đó có thế điện cực chuẩn âm ( - ), ngược lại những kim không thể đẩy H+ ra khỏi dung dịch của nó và hoà tan thì có thế điện cực chuẩn dương (+).
Điện thế kim loại nào cũng âm thì kim loại ấy có tính hoạt động điện hoá cao, kim loại có thế điện cực chuẩn âm hơn thì có thể đẩy kim loại có điện thế chuẩn dương hơn ra khỏi muối của nó.
Ăn mòn điện hoá lμ dạng ăn mòn tương đối phổ biến và đa dạng đối với các thiết bị công trình vật dụng có sử dụng kim loại, nó không những xuất hiện khi kim loại tiếp xúc với dung dịch điện ly, tiếp xúc giữa các kim loại với nhau mà còn xảy ra khi tiếp xúc với môi trường, khí quyển, đất, nước, nước biển, dòng điện rò, thậm chí ngay giữa các cấu trúc kim loại không đồng nhất (tinh giới hạt, thiên tích
lệch...) hoặc dưới tác dụng các ứng lực về cơ học.
Trong kỹ thuật, ăn mòn nói chung là hiện tượng có hại, cần phải có nhiều
biện pháp khắc phục từ sự hiểu biết về nguyên nhân và bản chất gây gỉ như đã nói trên. Sự tổn thất kim loại do ăn mòn hμng ngày, hàng giờ trong kỹ thuật và đời sống là vô cùng to lớn. Người ta đã ước tính rằng: Cứ 1A dòng điện 1 chiều bị rò hàng năm gây tổn thất 90 kg Fe , 11 kg Cu, 37 kg Pb... Lượng kim loại tổn thất do ăn mòn chiếm 10% đến 30% lượng kim loại sản xuất hiện nay.
6. Nguyên nhân của mài mòn
6.1 Nguyên nhân do vận hành :
• Thiếu sự tuân thủ các yêu cầu vμ điều kiện về kỹ thuật khi vận hành • Bôi trơn không đảm bảo, điều kiện bôi trơn không tốt, quá hạn thay dầu mở,
• Do các chất bẩn tích tụ, hay do sản phẩm mài mòn lẫn trong dầu mỡ gây nên.
• Lắp ghép không chuẩn nên mối ghép không đều gây mất cân bằng,...
• Do vận hành trong khi máy đã quá tải;
• Không thường xuyên kiểm tra bảo dưỡng máy, không phát hiện các sự cố hỏng hóc máy, không sửa chữa kịp thời.
• Do các hỏng hóc khi vận hành như : bị va chạm, ... trong quá trình làm việc.
• Quá giới hạn thời gian vận hμnh cho phép mμ vẫn tiếp tục sử dụng.
6.2 Nguyên nhân do ma sát
• Độ nhám của bề mặt tiếp xúc khi làm việc; • Bụi của môi trường dính bám vào bề mặt chi tiết nơi luôn tiếp xúc nhau;
• Hạt mài, các phần tử kim loại bị mài mòn rơi rớt lại.
6.3 - Nguyên nhân do chế độ tải trọng thay đổi
• Do tải trọng khi làm việc thay đổi tĩnh. • Do tải trọng khi làm việc thay đổi động.
6.4 - Nguyên nhân khác
• Nhiệt độ của môi trường bên ngoμi và nhiệt độ làm việc. • Do nhiệt độ tự sinh ra, làm biến đổi cơ, lý, hoá tính của chi tiết;
• Mức độ cơ khí hoá, tự động kiểm tra hiệu chỉnh các chế độ làm việc,...
Nguồn: TS. Dinh Minh Diem @ Copyright MXD-VN
Nhận xét
Đăng nhận xét
Các bạn có câu hỏi gì, cứ mạnh dạn trao đổi nhé, baoduongcokhi sẵn sàng giải đáp trong khả năng của mình.