
Khi chế tạo, lắp ráp, vận hành sửa chữa, có thể xảy ra các hư hỏng từng phần hay toàn bộ chi tiết. Thông thường hư hỏng xảy ra trên các bề mặt làm việc, bề mặt tiếp xúc.
1. Các bề mặt làm việc
Bề mặt là biên giới của 2 pha khác nhau. ở đây bề mặt là ranh giới của vật thể với môi trường xung quanh. Người ta đưa ra 2 khái niệm về bề mặt :
• Bề mặt hình học là bề mặt được biểu thị bằng bản vẽ chi tiết. Đây là bề mặt danh nghĩa mang nhiều tính chất lý tưởng.
• Bề mặt thực tế hay còn gọi lμ bề mặt kỹ thuật. Khái niệm này không chỉ hàm ý về hình học mà còn liên quan đến tính chất của lớp kim
loại dưới bề mặt. Chất lượng bề mặt được đặc trưng bởi 3 yếu tố : dạng hình học, chất lượng của bề mặt biên giới và chất lượng lớp dưới bề mặt.

2. Nguyên nhân hư hỏng được phân ra :
Hư hỏng do chế tạo, hư hỏng do vận hành và hư hỏng do chất lượng vật liệu, ...
Hư hỏng do vận hành là nguyên nhân chủ yếu gây nên các hư hỏng máy. Hư hỏng do vận hμnh được chia ra lμm 3 nhóm chính :
• Hư hỏng do mòn ( mòn đều, mòn không đều sinh ra ô van và độ côn, các vết xước nhỏ và các vết xây xát. Dạng hư hỏng này có liên quan với ma sát.)
• Hư hỏng cơ học ( nứt, thủng, xước thμnh rảnh, tróc, gẫy, biến dạng do tác dụng cơ học gây nên cong, vênh, xoắn, ...
• Hư hỏng hoá nhiệt : ăn mòn, bị rổ, bị biến dạng do nhiệt độ,...
3. Phân loại mòn
Đặc trưng cho quá trình hư hỏng cơ học là sự mài mòn. Đặc trưng cho sự tác dụng hoá lý gọi lμ ăn mòn (hay sự gỉ). Mòn nói chung được phân loại thành 3 loại :
a- Mòn cơ học (còn có tên gọi mài mòn) là dạng mòn do các tác dụng cơ học. Đây là dạng hư hỏng do va chạm, mài mòn do tróc dính, do sự phá huỷ
các bề mặt liên quan đến sự hao mòn vật liệu. Các giai đoạn mài mòn được biểu thị như hình sau đây :

b - Mòn dưới tác dụng của môi trường. Mòn do dòng chất lỏng, dòng khí hoặc hoá chất. Mòn dạng này có thể do các chất trên hoμ tan khuyếch tán hay thẩm thấu theo thời gian vμo chi tiết máy; cũng có thể do tác dụng hoá học, do các tác dụng của áp lực có chu kỳ hoặc không chu kỳ tiếp xúc với chi tiết... Các dạng mòn trên được gọi là ăn mòn kim loại. Dựa theo môi trường có chất điện ly hay
không mà người ta chia ra : ăn mòn hoá học và ăn mòn điện hoá.
c - Dạng thứ 3 là dạng kết hợp cả cơ học và ăn mòn vật liệu dưới tác dụng của các môi trường. Dạng mài mòn (mòn cơ học) thường xuất hiện trên các bề mặt khô tiếp xúc có chuyển động tương đối với nhau, đặc biệt các bề mặt lắp ghép quá chặt, ma sát lớn, ... Mòn cơ học xuất hiện khi có chuyển động của kim loại trên kim loại hay có môi trường các chất phi kim loại chuyển động trên nó. Trong thực tế người ta phân mòn cơ học ra các loại như sau:
+ Sự phá huỷ bề mặt do tróc dính (tróc loại 1)
Do ma sát hình thμnh các mối liên kết cục bộ, gây biến dạng và phá hỏng mối liên kết đó (quá tải cục bộ). Xuất hiện chủ yếu ở ma sát trượt, tốc độ dịch chuyển nhỏ, thiếu bôi trơn làm áp suất cục bộ tăng quá giới hạn chảy.
+ Sự phá huỷ bề mặt do tróc nhiệt (tróc loại 2 hay mài mòn nhiệt)
Do ma sát nhiệt độ tăng đáng kể hình thành các mối liên kết cục bộ, gây biến dạng dẻo rồi phá hỏng mối liên kết ấy (quả tải nhiệt). Dạng này xuất hiện chủ yếu do chuyển dịch tương đối lớn và áp lực riêng p tăng, cấu trúc kim loại xảy ra hiện tượng kết tinh lại, ram, tôi cục bộ. Tróc loại 2 còn tuỳ thuộc vào độ bền, tính dẫn nhiệt, độ cứng của vật liệu ...
+ Sự phá huỷ do mõi : đây là dạng mài mòn rổ hay pitting.
Do tác động của ứng suất biến đổi chu kỳ, ứng suất tăng lên và lớn hơn giới hạn đàn hồi. Hiện tượng này xảy ra do mối liên kết ma sát không liên tục, nó xảy ra trong từng phần của của bề mặt tiếp xúc. Phá huỷ do mõi thường gặp ở những bề mặt có nứt tế vi, vết lỏm sâu, độ bóng thấp hoặc không đồng đều. Dạng mòn này thường xảy ra khi có ma sát lăn, trên bề mặt của ổ lăn vμ ổ trượt, trên bề mặt
của bánh răng,...
+ Phá huỷ bề mặt do xói mòn kim loại (Mòn do tác dụng của môi trường các dòng chảy). Là sự phá huỷ các bề mặt do lực tác dụng va đập và lập lại nhiều lần hoặc thời gian kéo dài, áp lực lớn của dòng chất lỏng, dòng khí, dòng chuyển động của bột mài, sự phóng điện hoặc chùm tia năng lượng ... chúng làm cho quá trình mòn do ma sát phức tạp thêm.
e. Phá huỷ bề mặt do hiện tượng fretting
Quá trình fretting được đặc trưng
• Bởi sự có mặt của các chuyển vị nhỏ (bắt đầu có trị số lớn hơn khoảng cách giữa các nguyên tử;
• Bởi sự đặc tính động của tải trọng;
• Bởi sự ô xy hoá trong không khí làm tạo ra các sản phẩm bị ăn mòn;
• Một số nhà khoa học còn cho rằng quá trình fretting còn do tróc gây nên thể hiện rõ nhất ở những chỗ tiếp xúc.
• Là hiện tượng phá huỷ bề mặt do tróc, gỉ do sự ôxy hoá động, xảy ra do tổng hợp của nhiều yếu tố: ma sát, áp lực, độ dịch chuyển bề mặt tiếp xúc nhỏ, nhất lμ ở điều kiện vận tốc (v) lớn, áp lực cao (p), nhiệt độ (t0) cao. Muốn giảm hiện t−ợng nμy ta cần giảm vận tốc (v), áp lực (p), nhiệt độ (To).
f. Sự phá huỷ bề mặt do ăn mòn kim loại:
Ăn mòn là sự phá huỷ kim loại do tương tác hoá học, điện hoá hoặc sinh hoá của kim loại với môi trường. Quá trình ăn mòn kèm theo sự ô xy hoá bề mặt kim loại để tạo thμnh hợp chất hoá học của kim loại (oxit, hydroxit, cacbonat,...).
g. Sự phá huỷ bề mặt do ăn mòn điện : Sự phá hỏng bề mặt do tác dụng phóng điện khi có dòng điện đi qua : cổ góp, chổi than, các cơ cấu đóng và ngắt điện,...
SCCK.TK (Nguồn: TS. Dinh Minh Diem @ Copyright suutam@MXD-VN)
Bề mặt là biên giới của 2 pha khác nhau. ở đây bề mặt là ranh giới của vật thể với môi trường xung quanh. Người ta đưa ra 2 khái niệm về bề mặt :
• Bề mặt hình học là bề mặt được biểu thị bằng bản vẽ chi tiết. Đây là bề mặt danh nghĩa mang nhiều tính chất lý tưởng.
• Bề mặt thực tế hay còn gọi lμ bề mặt kỹ thuật. Khái niệm này không chỉ hàm ý về hình học mà còn liên quan đến tính chất của lớp kim
loại dưới bề mặt. Chất lượng bề mặt được đặc trưng bởi 3 yếu tố : dạng hình học, chất lượng của bề mặt biên giới và chất lượng lớp dưới bề mặt.
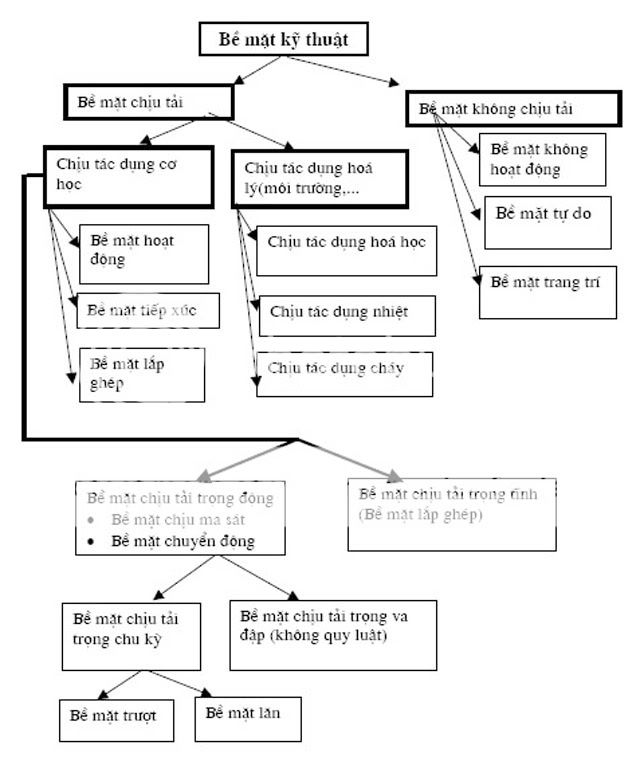
Sơ đồ phân loại các bề mặt kĩ thuật
2. Nguyên nhân hư hỏng được phân ra :
Hư hỏng do chế tạo, hư hỏng do vận hành và hư hỏng do chất lượng vật liệu, ...
Hư hỏng do vận hành là nguyên nhân chủ yếu gây nên các hư hỏng máy. Hư hỏng do vận hμnh được chia ra lμm 3 nhóm chính :
• Hư hỏng do mòn ( mòn đều, mòn không đều sinh ra ô van và độ côn, các vết xước nhỏ và các vết xây xát. Dạng hư hỏng này có liên quan với ma sát.)
• Hư hỏng cơ học ( nứt, thủng, xước thμnh rảnh, tróc, gẫy, biến dạng do tác dụng cơ học gây nên cong, vênh, xoắn, ...
• Hư hỏng hoá nhiệt : ăn mòn, bị rổ, bị biến dạng do nhiệt độ,...
3. Phân loại mòn
Đặc trưng cho quá trình hư hỏng cơ học là sự mài mòn. Đặc trưng cho sự tác dụng hoá lý gọi lμ ăn mòn (hay sự gỉ). Mòn nói chung được phân loại thành 3 loại :
a- Mòn cơ học (còn có tên gọi mài mòn) là dạng mòn do các tác dụng cơ học. Đây là dạng hư hỏng do va chạm, mài mòn do tróc dính, do sự phá huỷ
các bề mặt liên quan đến sự hao mòn vật liệu. Các giai đoạn mài mòn được biểu thị như hình sau đây :

b - Mòn dưới tác dụng của môi trường. Mòn do dòng chất lỏng, dòng khí hoặc hoá chất. Mòn dạng này có thể do các chất trên hoμ tan khuyếch tán hay thẩm thấu theo thời gian vμo chi tiết máy; cũng có thể do tác dụng hoá học, do các tác dụng của áp lực có chu kỳ hoặc không chu kỳ tiếp xúc với chi tiết... Các dạng mòn trên được gọi là ăn mòn kim loại. Dựa theo môi trường có chất điện ly hay
không mà người ta chia ra : ăn mòn hoá học và ăn mòn điện hoá.
c - Dạng thứ 3 là dạng kết hợp cả cơ học và ăn mòn vật liệu dưới tác dụng của các môi trường. Dạng mài mòn (mòn cơ học) thường xuất hiện trên các bề mặt khô tiếp xúc có chuyển động tương đối với nhau, đặc biệt các bề mặt lắp ghép quá chặt, ma sát lớn, ... Mòn cơ học xuất hiện khi có chuyển động của kim loại trên kim loại hay có môi trường các chất phi kim loại chuyển động trên nó. Trong thực tế người ta phân mòn cơ học ra các loại như sau:
+ Sự phá huỷ bề mặt do tróc dính (tróc loại 1)
Do ma sát hình thμnh các mối liên kết cục bộ, gây biến dạng và phá hỏng mối liên kết đó (quá tải cục bộ). Xuất hiện chủ yếu ở ma sát trượt, tốc độ dịch chuyển nhỏ, thiếu bôi trơn làm áp suất cục bộ tăng quá giới hạn chảy.
+ Sự phá huỷ bề mặt do tróc nhiệt (tróc loại 2 hay mài mòn nhiệt)
Do ma sát nhiệt độ tăng đáng kể hình thành các mối liên kết cục bộ, gây biến dạng dẻo rồi phá hỏng mối liên kết ấy (quả tải nhiệt). Dạng này xuất hiện chủ yếu do chuyển dịch tương đối lớn và áp lực riêng p tăng, cấu trúc kim loại xảy ra hiện tượng kết tinh lại, ram, tôi cục bộ. Tróc loại 2 còn tuỳ thuộc vào độ bền, tính dẫn nhiệt, độ cứng của vật liệu ...
+ Sự phá huỷ do mõi : đây là dạng mài mòn rổ hay pitting.
Do tác động của ứng suất biến đổi chu kỳ, ứng suất tăng lên và lớn hơn giới hạn đàn hồi. Hiện tượng này xảy ra do mối liên kết ma sát không liên tục, nó xảy ra trong từng phần của của bề mặt tiếp xúc. Phá huỷ do mõi thường gặp ở những bề mặt có nứt tế vi, vết lỏm sâu, độ bóng thấp hoặc không đồng đều. Dạng mòn này thường xảy ra khi có ma sát lăn, trên bề mặt của ổ lăn vμ ổ trượt, trên bề mặt
của bánh răng,...
+ Phá huỷ bề mặt do xói mòn kim loại (Mòn do tác dụng của môi trường các dòng chảy). Là sự phá huỷ các bề mặt do lực tác dụng va đập và lập lại nhiều lần hoặc thời gian kéo dài, áp lực lớn của dòng chất lỏng, dòng khí, dòng chuyển động của bột mài, sự phóng điện hoặc chùm tia năng lượng ... chúng làm cho quá trình mòn do ma sát phức tạp thêm.
e. Phá huỷ bề mặt do hiện tượng fretting
Quá trình fretting được đặc trưng
• Bởi sự có mặt của các chuyển vị nhỏ (bắt đầu có trị số lớn hơn khoảng cách giữa các nguyên tử;
• Bởi sự đặc tính động của tải trọng;
• Bởi sự ô xy hoá trong không khí làm tạo ra các sản phẩm bị ăn mòn;
• Một số nhà khoa học còn cho rằng quá trình fretting còn do tróc gây nên thể hiện rõ nhất ở những chỗ tiếp xúc.
• Là hiện tượng phá huỷ bề mặt do tróc, gỉ do sự ôxy hoá động, xảy ra do tổng hợp của nhiều yếu tố: ma sát, áp lực, độ dịch chuyển bề mặt tiếp xúc nhỏ, nhất lμ ở điều kiện vận tốc (v) lớn, áp lực cao (p), nhiệt độ (t0) cao. Muốn giảm hiện t−ợng nμy ta cần giảm vận tốc (v), áp lực (p), nhiệt độ (To).
f. Sự phá huỷ bề mặt do ăn mòn kim loại:
Ăn mòn là sự phá huỷ kim loại do tương tác hoá học, điện hoá hoặc sinh hoá của kim loại với môi trường. Quá trình ăn mòn kèm theo sự ô xy hoá bề mặt kim loại để tạo thμnh hợp chất hoá học của kim loại (oxit, hydroxit, cacbonat,...).
g. Sự phá huỷ bề mặt do ăn mòn điện : Sự phá hỏng bề mặt do tác dụng phóng điện khi có dòng điện đi qua : cổ góp, chổi than, các cơ cấu đóng và ngắt điện,...
SCCK.TK (Nguồn: TS. Dinh Minh Diem @ Copyright suutam@MXD-VN)
Nhận xét
Đăng nhận xét
Các bạn có câu hỏi gì, cứ mạnh dạn trao đổi nhé, baoduongcokhi sẵn sàng giải đáp trong khả năng của mình.