
Viết bài KS Nguyễn Thanh Sơn, bản quyền thuộc về www.baoduongcokhi.com


Nhà máy điện tuabin khí chu trình hỗn hợp Nhơn Trạch 2
Nhà máy điện tuabin khí chu trình hỗn hợp Nhơn Trạch 2 là nhà máy điện hiện đại, có mức độ tự động hóa rất cao. Toàn bộ nhà máy được vận hành tự động trên hệ thống điều khiển SPPA-T3000, đây là hệ thống điều khiển tiên tiến nhất của Tập đoàn Siemens – Đức.
Nhiên liệu chính để vận hành nhà máy là khí thiên nhiên (khoảng 3 triệu m3/ngày đêm) và nhiên liệu dự phòng là dầu DO. Trong quá trình vận hành nếu có sự cố về việc cung cấp nhiên liệu khí thì nhà máy sẽ tự động chuyển sang vận hành bằng nhiên liệu dự phòng là dầu DO.

CCGT được gọi là chu trình kết hợp trong nhà máy điện, có sự tồn tại đồng thời của hai chu trình nhiệt trong một hệ thống, trong đó một lưu chất làm việc là hơi nước và một lưu chất làm việc khác là một sản phẩm khí đốt.

Giải thích rõ hơn:
Turbine khí chu trình hỗn hợp (Combined Cycle Gas Turbine - CCGT) là một hệ thống phát điện sử dụng cùng một nguồn nhiên liệu để vận hành hai loại máy phát điện khác nhau: một máy phát điện dẫn động bởi tuabin khí (gas turbine) và một máy phát điện dẫn động bởi tuabin hơi nước (steam turbine). Hệ thống CCGT được sử dụng rộng rãi trong các nhà máy điện, do có thể giảm thiểu lượng khí thải và tăng tính hiệu quả trong việc sử dụng năng lượng.
 |
| Nhà máy điện CCGT |
Trong hệ thống CCGT, nguồn nhiên liệu (thường là khí tự nhiên natural gas hoặc dầu) được đốt trong máy tuabin khí dẫn động cho máy phát điện generator để sản xuất điện. Hơi nước được tạo ra từ lò hơi thu hồi nhiệt (Heat Recovery Steam Generators) HRSG, tận dụng nhiệt từ khỏi thải của tua-bin khí, được sử dụng để sản xuất hơi nước bão hòa và hơi quá nhiệt gồm một hay nhiều cấp áp suất (LP/IP/HP), để vận hành máy phát điện kéo bởi tuabin hơi nước. Do đó, hệ thống CCGT sử dụng cùng một nguồn nhiên liệu nhưng hiệu quả sử dụng năng lượng cao hơn so với hệ thống truyền thống chỉ sử dụng một loại máy phát điện.
Sự kết hợp giữa hai loại tổ máy phát điện khác nhau trong CCGT cho phép tận dụng tối đa các loại nhiên liệu và tạo ra hiệu suất năng lượng cao.
Hiệu suất của CCGT rất cao, có thể đạt tới 60%. Ngoài ra, CCGT còn có khả năng tiết kiệm năng lượng và giảm thiểu khí thải độc hại ra môi trường. Điều này giúp giảm thiểu tác động của ngành sản xuất điện đến môi trường và giảm chi phí sản xuất điện.
Nhà máy có tổng công suất 750 MW, sử dụng công nghệ tuabin khí thế hệ F, là công nghệ tiến tiến trên thế giới hiện nay, có hiệu suất cao và rất thân thiện với môi trường. Nhà máy có cấu hình 2-2-1, bao gồm 2 tuabin khí thế hệ F, 2 lò thu hồi nhiệt kiểu nằm ngang tuần hoàn tự nhiên ba cấp áp lực có tái sấy và 1 tuabin hơi ba cấp áp lực phù hợp với công nghệ thiết kế của lò thu hồi nhiệt. Hàng năm nhà máy cung cấp cho lưới điện quốc gia sản lượng điện trung bình khoảng 05 tỷ kWh thông qua sân phân phối 220 kV, góp phần đảm bảo an ninh năng lượng cho đất nước, đặc biệt là khu vực miền Đông Nam Bộ nơi có phụ tải cao nhất cả nước.
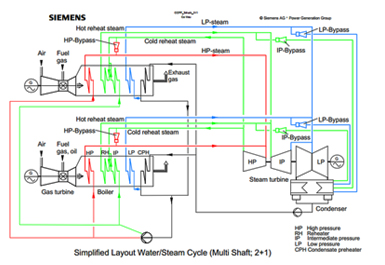 | 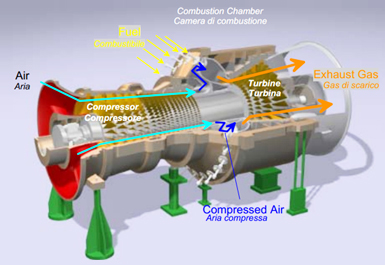 | 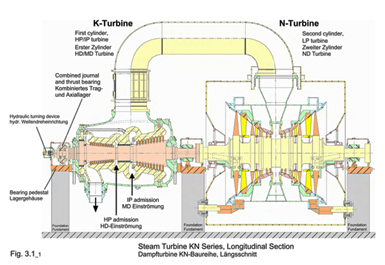 |
| Giản đồ công nghệ nhà máy | Tuabin khí | Tuabin hơi |
Nhà máy điện tuabin khí chu trình hỗn hợp Nhơn Trạch 2 là nhà máy điện hiện đại, có mức độ tự động hóa rất cao. Toàn bộ nhà máy được vận hành tự động trên hệ thống điều khiển SPPA-T3000, đây là hệ thống điều khiển tiên tiến nhất của Tập đoàn Siemens – Đức.
Nhiên liệu chính để vận hành nhà máy là khí thiên nhiên (khoảng 3 triệu m3/ngày đêm) và nhiên liệu dự phòng là dầu DO. Trong quá trình vận hành nếu có sự cố về việc cung cấp nhiên liệu khí thì nhà máy sẽ tự động chuyển sang vận hành bằng nhiên liệu dự phòng là dầu DO.
Nhận xét
Đăng nhận xét
Các bạn có câu hỏi gì, cứ mạnh dạn trao đổi nhé, baoduongcokhi sẵn sàng giải đáp trong khả năng của mình.